Rozważaliśmy ostatnio jakie oprogramowanie, w szczególności darmowe, może być przydatne w codziennej pracy inżyniera. Przedstawiałem różne rozwiązania, zarówno te służące statystycznej kontroli procesu jak i rozwiązania, które pomogą Ci w przygotowaniu mapy myśli czy po prostu zmapować proces. Ale co w przypadku kiedy nie masz dostępu do narzędzi a potrzebujesz dokonać analizy procesu za pomocą kart SPC?
Dzisiejszy wpis poświęcony jest temu jak w łatwy sposób, wykorzystując narzędzie jakim jest Excel, samodzielnie zbudować karty statystycznej kontroli bez większego wysiłku, zaledwie w kilka minut. Opiszę krok po kroku co będzie Ci potrzebne by samemu zbudować takie karty i jak dzięki nim analizować proces.
Przy okazji chciałbym zaznaczyć, że nie będziesz potrzebował specjalistycznej wiedzy z zakresu programowania w VBA czy nawet rozszerzonej wiedzy ze znajomości arkuszy kalkulacyjnych. Rozwiązanie, które chcę Ci dzisiaj przedstawić bazuje na podstawowych formułach programu Excel i zakładam, że taką posiadasz.
Czym są karty SPC?
Zanim przejdziemy do dalszej części poradnika, zatrzymajmy się na parę sekund nad tym czym są karty SPC i jakie rodzaje kart możesz zbudować i wykorzystać do swoich potrzeb.

(1891 – 1967)
Przede wszystkim karty SPC to akronim pochodzący od języka angielskiego i w rozwinięciu oznacza nic innego jak Statistical Process Control, czyli statystyczna kontrola procesu. Ich twórcą, jaki całej teorii statystycznej kontroli procesu jest Walter A. Shewhart, amerykański fizyk, inżynier i statystyk, który miał niewątpliwy wkład w rozwój kontroli oraz usprawniania procesów produkcyjnych oraz wytwarzanych wyrobów.
Do dziś zresztą jego metoda kontroli procesów nie uległa zmianie i wykorzystywana jest w codziennej pracy nie tylko inżynierów jakości czy też osób związanych z usprawnianiem przebiegu procesu ale również przez naukowców badających zjawiska w oparciu o dostarczane dane czy też statystyków.
Tyle z ogólnej teorii dotyczącej samego W.A. Shewharta oraz statystycznej kontroli procesu, do której w szczegółach przejdę przy okazji innego z moich wpisów poświęcając więcej uwagi samemu zagadnieniu SPC.
Rodzaje kart kontrolnych
Kolejnym krokiem, w formie krótkiego przypomnienia będzie pokazanie jakie dane możemy analizować i jaki rodzaj kart SPC możemy w tym celu budować i stosować. Z możliwymi rodzajami gromadzonych danych mogłeś zapoznać się przy okazji jednego z moich wcześniejszych wpisów poświęconych systematyce danych, natomiast poniższy diagram, ma za zadanie przedstawić jakie rodzaje kart będą służyć do przeprowadzenia odpowiedniej analizy odpowiednich danych.

Jak zapewne już zauważyłeś, ocenie za pomocą kart SPC możemy dokonać zarówno dla danych liczbowych jak również dla danych, które nie są danymi liczbowymi, ale które możemy przekształcić w taki sposób aby można było je wyrazić w sposób liczbowy.
O szczegółach porozmawiamy przy innej okazji. W tym momencie skupmy się jak zbudować kartę statystycznej kontroli procesu przy użyciu arkusza kalkulacyjnego.
Budowanie karty SPC
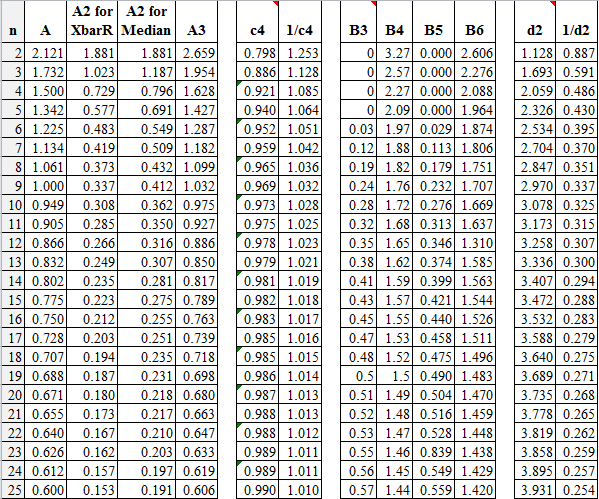
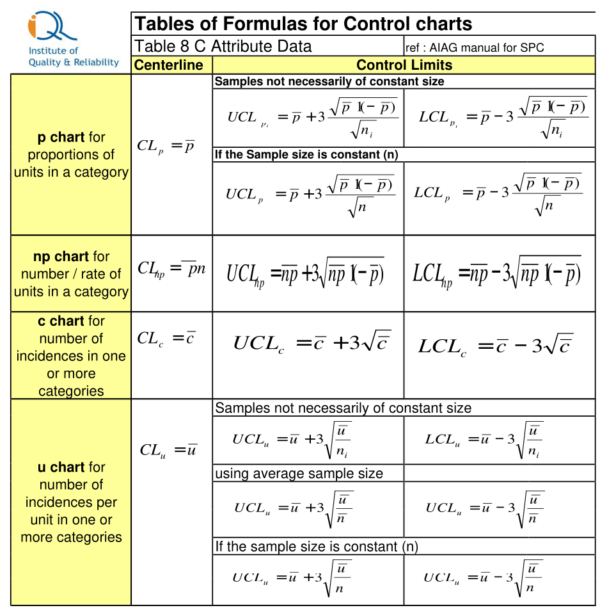
Zanim przejdziemy do samego budowania karty SPC, musisz wcześniej przygotować sobie tabele współczynników kart kontrolnych. Są to stałe statystyczne, które będą stosowane odpowiednio w zależności od rodzaju budowanej karty jak również od ilości podgrup (ang. subgroup), które będą poddawane analizie statystycznej.
Tabele współczynników są łatwe do znalezienia w internecie. Takie tabele prezentuję poniżej.

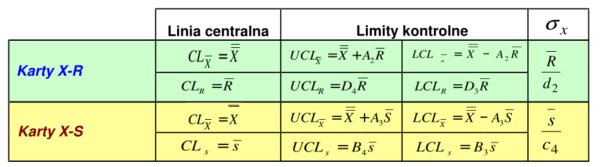
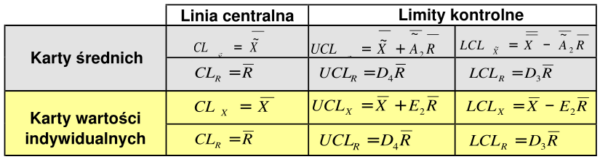
Następną rzeczą, która będzie dla Ciebie bardzo istotna, to oczywiście sposób wyliczania poszczególnych elementów karty kontrolnej. W tym celu bardzo istotna będzie znajomość wzorów niezbędnych do do tego by móc obliczyć odpowiednio;
- linię centralną,
- granice kontrolne,
- wskaźniki dla poszczególnych elementów karty kontrolnej,
Wzory znajdziesz poniżej. Bez obaw, wszystko opiera się na prostej matematyce i nie wymaga zbytniego zaangażowania poza podstawieniem odpowiednich zmiennych do wzoru. Resztę policzy na końcu arkusz :).
Ok. Mamy podstawę. Co dalej? Czas przygotować tabelę dla naszych wyników zebranych z procesu. Dla przykładu posłużę się kartą x-R, czyli kartą wartości średniej i rozstępu. Oczywiście dla pozostałych kart, zasada tworzenia będzie identyczna.
W przypadku karty x-R będziemy potrzebowali przygotować tabelę, w której będziemy zbierać dane z poszczególnych pomiarów dla danej próbki, czyli tzw. podgrup. W moim przypadku, każda z próbek mierzona jest 5-krotnie.
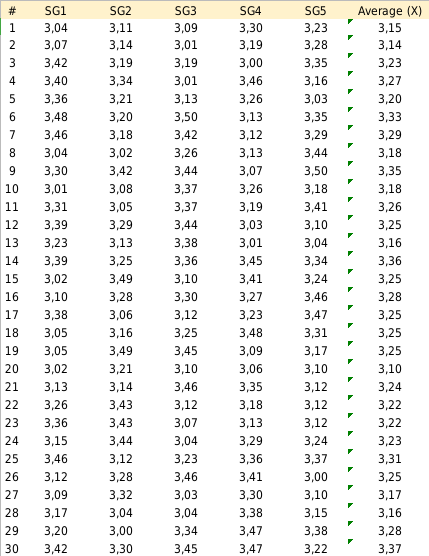
Ok. Jak widać mamy po 5 pomiarów dla każdej z 30 badanych prób. Przy okazji wyliczyliśmy średnią dla każdej z próbek, co będzie nam dalej potrzebne do obliczenia linii centralnej oraz granic kontrolnych.
Podobnie podchodzimy w przypadku obliczenia zakresu, który liczymy w następujący sposób.
R = max (SG1:SG5) – min (SG1:SG5)
W ten sposób mamy podstawowe dane do policzenia X-bar, czyli średniej z wartości uśrednionych oraz R-bar, stanowiącą średnią z uzyskanych wartości zakresu. Wartości te obliczamy w osobnych komórkach, ponieważ posłużą one nam do dalszych obliczeń.

Wartość n w w tym przypadku stanowi jedynie wskazówkę o ilości wykonanych pomiarów dla danej próbki i pomaga w dobraniu odpowiednich wskaźników A2, D3 i D4. Jeśli nie chcesz za każdym razem wertować tablic w poszukiwaniu odpowiednich wartości w zależności od badanych próbek, wystarczy, że wcześniej przygotujesz sobie w osobnym arkuszu tablice stałych a następnie poprzez wyszukaj pionowo przypiszesz odpowiednie wartości współczynników. Dzięki temu usprawnisz pracę z plikiem poprzez automatyczne zaciąganie odpowiednich wartości w zależności od ilości wykonywanych pomiarów i wielkości próby.
Następnym krokiem jest wyliczenie wartości linii centralnej, zarówno dla karty wartości średnich (X) jak również dla rozstępu (R). W tym celu wykorzystamy nasze stałe z tablic dla kart kontrolnych. W przypadku karty X-R będą to odpowiednio wskaźniki A2, D3 oraz D4, podstawiane pod odpowiednie wzory.
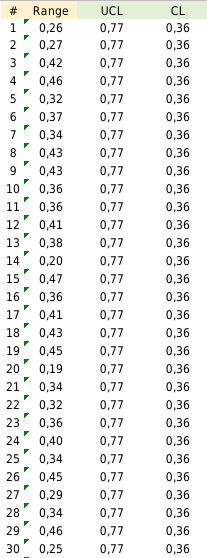
Chcąc policzyć w pierwszej kolejności wartości dla linii centralnej w kolumnie oznaczonej jako CL na grafice poniżej wstawiamy jako stałą dla każdej z próbki naszą wartość średnią ze średnich.
Dla UCL i LCL, czyli odpowiednio dla górnego limitu kontrolnego jak i dla dolnego limitu kontrolnego, wykonujemy odpowiednio podstawienia do wzoru, co w przypadku arkusza kalkulacyjnego powinno wyglądać w następujący sposób.
LCL = X double bar – A2 x R bar = 3,24 – 0,577 x 0,36
UCL = X double bar + A2 x R bar = 3,24 + 0,577 x 0,36
Analogicznie podchodzimy do zagadnienia w przypadku obliczania linii kontrolnych dla rozstępu (R). W tym przypadku liczymy jedynie linię środkową, która będzie ponownie stałą wartością średnią, ale tym razem dla rozstępu (R bar) oraz górną granicę kontrolną (UCL).
UCL = R bar x D4 = 0,36 x 2,11
Uwaga! Pamiętaj, że współczynniki D3 i D4 w naszym przypadku do XbarR przedstawione w tablicach powyżej odpowiednio dla dolnej (LCL) jak i górnej (UCL) granicy kontrolnej.
Dzięki temu nasz arkusz kalkulacyjny będzie wyglądał następująco.
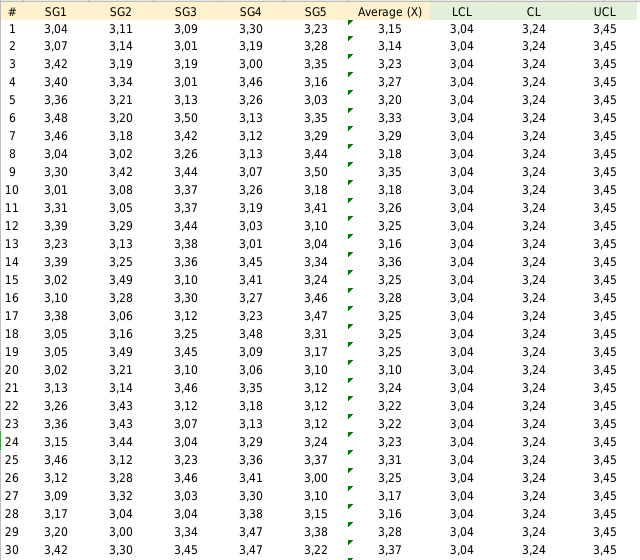
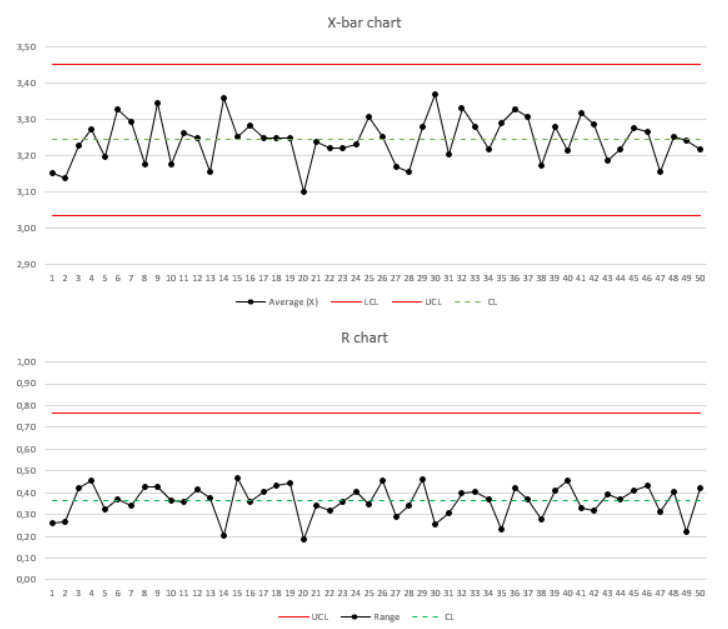
Od tego momentu mamy już praktycznie z górki. Pozostaje nam tylko nanieść wyniki na wykres liniowy a następnie przeanalizować przebieg procesu i wyciągnąć wnioski. Gotowe karty SPC prezentują się w następujący sposób;
Podsumowanie
Jak widzisz, zbudowanie kart SPC nie stanowi większego problemu. Wymaga odrobinę pracy, ale pracy, która zdecydowanie usprawni Twoją codzienną pracę. Raz przygotowany plik możesz później wykorzystać dla innych badań statystycznych. Ponadto karty SPC w arkuszu kalkulacyjnym nie będą wymagały posiadania dodatkowego oprogramowania.
Jeśli uważasz, że ten artykuł był pomocny ale potrzebujesz pomocy przy zbudowaniu innych kart niż przedstawiona X-R, pisz śmiało, z wielką chęcią podzielę się swoimi wskazówkami.