Dzisiaj odejdziemy na chwilę od tematów czysto jakościowych i spojrzymy na procesy z szerszej perspektywy. Wpis ten poświęcony będzie identyfikacji 3 głównych strat w procesach (3xM) czyli Muda, Mura oraz Muri, z którymi organizacje muszą mierzyć się na każdym etapie swojej działalności, niezależnie od tego, czy przedsiębiorstwo zajmuje się produkcją czy też dostarczaniem usług. Starty, o których dzisiaj jest mowa, to jedna z tych kwestii, które spędzają sen z oczu każdego właściciela procesu.
Część z Was zastanawia się pewnie już w tym momencie artykułu dlaczego wspominam o 3xM w kontekście głównych stratach pojawiających się w procesach? Czemu nie siedmiu typach marnotrawstwa znanych pod hasłem Muda? Przecież materiały związane z Lean Manufacturing informują zewsząd o 7 głównych marnotrawstwach.
Zapraszam do dalszej lektury, w której postaram się wszystko wyjaśnić.
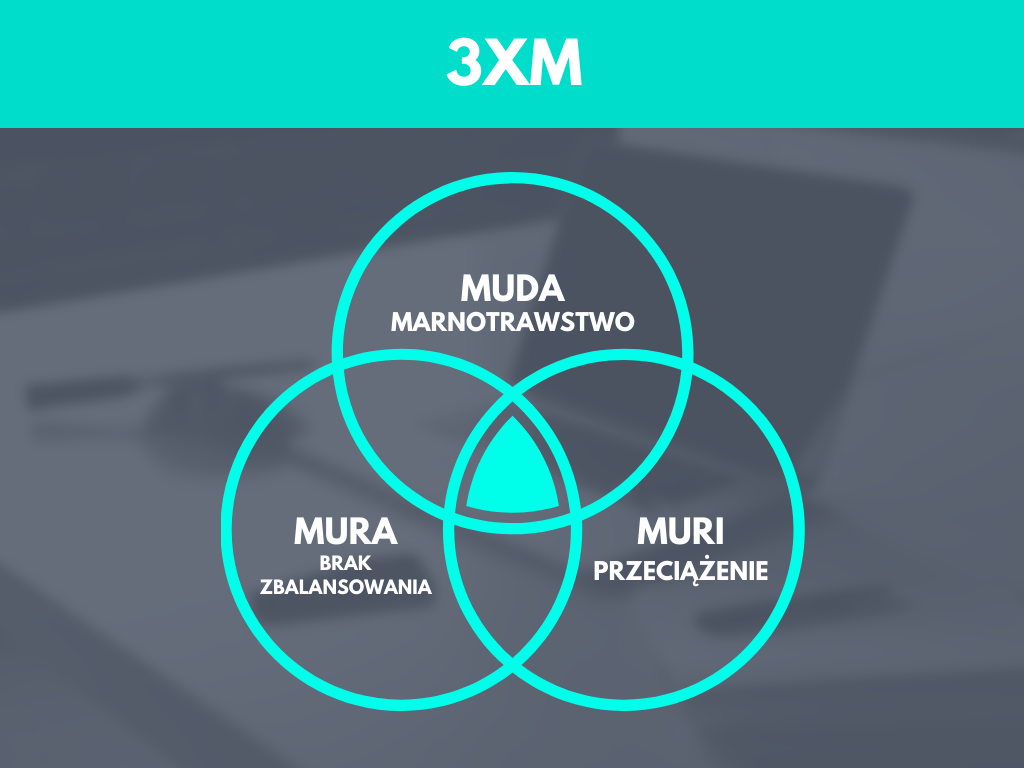
3xM czyli Muda, Mura, Muri
Muda, Mura oraz Muri, należą do tak zwanej wielkiej trójki największych problemów pojawiających się w przedsiębiorstwach. Termin ten (3xM) po raz pierwszy został zdefiniowany i opisany przez firmę Toyota w Systemie Produkcyjnym Toyota (Toyota Production System).
Ponieważ doskonalenie przedsiębiorstw jest nieustającym i ciągłym procesem, należy pochylić się nad optymalizacją przepływu wartości w procesach. Jednakże, aby doskonalenie miało zamierzony skutek, organizacja powinna zadbać aby zapewnić zasoby pozwalające na wyeliminowanie wszelkiego rodzaju marnotrawstwa.
Moim celem w dniu dzisiejszym, jest jednak skupienie się na przedstawieniu nie tylko 8 głównych strat pojawiających się w procesach, które w terminologii Toyota kryją się za słowem Muda, ale również dwóch pozostałych istotnych problemach pojawiających się w organizacjach, które są częścią wielkiej trójki (3xM), a które dość często pomijane są w kontekście problemów pojawiających się podczas realizacji procesów dostarczania wyrobów gotowych czy usług.
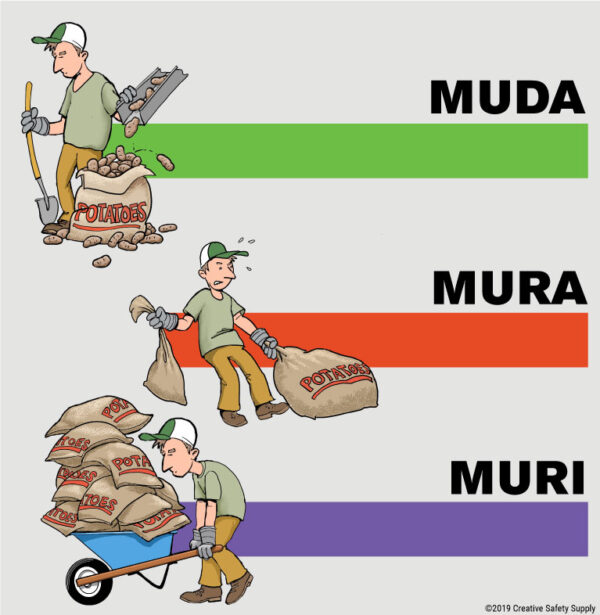
Muda
Listę marnotrawstw zaczniemy od wyjaśnienia pojęcia czym Muda jest. A jest to nic innego jak marnotrawstwo, które nie generuje dla organizacji żadnej wartości dodanej. Jest to więc nic innego jak koszt dla przedsiębiorstwa, które w tym czasie, było by w stanie zaangażować swoje zasoby do wytworzenia dobra bądź usługi.
Innymi słowy mówiąc, kiedy na myśl przychodzi nam do głowy słowo Muda, będziemy myśleć o wszystkich tych procesach, które wykonują czynności bez żadnego określonego celu. Czyli przysłowiowe bieganie z pustą taczką, której nie możemy lub nie mamy czasu załadować 🙂
Co więc zawiera lista 8 głównych strat w procesach?
Nadprodukcja
Jak sama nazwa mówi, będziemy mieli tutaj do czynienia z generowaniem produkcji o większym wolumenie niż aktualne zapotrzebowanie (tj. zamówienia wewnętrzne lub zamówienia zewnętrzne).
Przykładem nadprodukcji, będzie więc wytwarzanie dóbr, które w ostateczności trafią na magazyn, generując nam przy tym kolejną ze strat w postaci nadmiernych zapasów. To samo będzie miało miejsce w przypadku operacji międzyprocesowych oraz tworzenia tzw. WIP (ang. Work In Progress), czyli miejsc odkładczych w których półwyroby będą magazynowane zanim trafią na kolejny etap procesu.
Jak radzić sobie z nadprodukcją? Oczywiście rozwiązań jest wiele, lecz najbardziej skutecznym w tej materii będzie właściwe planowanie, w odpowiedzi na zapotrzebowanie na półwyroby lub wyroby gotowe. Duże znaczenie w tym przypadku będzie miało również odpowiednie zbalansowanie linii, a więc zrównoważenie czasy cyklu z czasem taktu.
Nadmierne przetwarzanie
Z problemem nadmiernego przetwarzania będziemy mieli do czynienia w następujących przypadkach;
- procesowanie komponentów, wyrobów lub produktów poprzez niedopasowanie standardów produkcyjnych. Innymi słowy proces produkcyjny będzie zaprojektowany w sposób, który doprowadzi do wykonywania dodatkowych, zbędnych z punktu widzenia produktu czynności nie mających wpływ na funkcjonowanie bądź wygląd wyrobu (np. malowanie elementów niewidocznych dla użytkownika końcowego),
- repair – prowadzony jest na częściach niezgodnych poza standardowym procesem produkcyjnym, na specjalnie przygotowanych (dedykowanych) do tego stanowiskach,
- rework – prowadzony na linii na wyrobach niezgodnych przy wykorzystaniu tych samych narzędzi, które wykorzystywane są bieżącym procesie produkcyjnym,
Celowo rozdzieliłem kwestie rework i repair od siebie, ponieważ dość często są nazwy te są stosowane zamiennie lub wręcz nieadekwatnie do wykonywanych czynności.
Szerzej na ten temat pokazując faktyczne różnice pomiędzy repair oraz rework pisał na swoim blogu inzynierjakosci.pl Artur. Zachęcam do zapoznania się z artykułem Artura na jego blogu by zrozumieć tajniki i główne różnice między obiema czynnościami.
Wracając jednak do tematu nadmiernego przetwarzania, kluczową kwestią w walce z tym procederem, będzie przede wszystkim;
- właściwe opracowanie i komunikacja specyfikacji wyrobu przygotowanej na podstawie wymagań klienta,
- odpowiednie zaprojektowanie procesu produkcyjnego zapobiegające powstawaniu części i wyrobów wadliwych,
- przygotowanie standardów pracy oraz kontroli,
- dopasowany program szkolenia pracowników,
- wdrożone narzędzia 5S oraz TPM.
Zapasy
Kiedy mówimy o zapasach, musimy rozpatrywać tę kwestię w dwóch ujęciach. Przede wszystkim w tym przypadku będziemy mówili o;
- nadmierne zapasy – wynikające z nadprodukcji,
- niedostateczne zapasy – wynikające z niewłaściwego planowania lub opóźnień w dostawach.
Kwestię nadprodukcji omówiliśmy już wyżej, więc tylko kwestią przypomnienia, musimy pamiętać o odpowiednim planowaniu. Oczywiście, w przypadku nadmiernych zapasów, musimy pamiętać o sytuacjach szczególnych, w których wymagane jest trzymanie tzw. safety stock co ma najczęściej miejsce w przypadku wyrobów wymagających czasochłonnych testów lub w przypadku komponentów, dla których lead time uniemożliwia regularne dostawy. Najlepszym przykładem może być w tym miejscu ogólnoświatowy kryzys z 2021 roku odnośnie dostępności na rynku półprzewodników.
Pomijając jednak te wyjątkowe sytuacje, cały ciężar wyeliminowania strat wynikających z problemów z zapasami spoczywa na barkach odpowiedniego planowania.
Zbędny transport
Kolejnym przykładem klasycznego marnotrawstwa będzie nadmierny transport. W tym przypadku będziemy mówili zarówno o transporcie wewnątrz organizacji jak i transporcie pomiędzy poszczególnymi firmami lub oddziałami firmy.
W związku z tym, organizacje aby skutecznie przeciwdziałać nadmiernemu transportowi komponentów, półwyrobów czy wyrobów gotowych, projektują swoje procesy w taki sposób, by droga jaką muszą przebyć komponenty i wyroby gotowe w całym procesie produkcyjnym od chwili dostarczania komponentów na linię produkcyjną z magazynu, poprzez przejście przez cały proces produkcyjny po wypuszczenie wyrobu gotowego na magazyn była możliwie jak najkrótsza i wolna od dodatkowych operacji przemieszczania materiałów pomiędzy kolejnymi etapami procesu.
Kluczową rolą będzie więc właściwe zaprojektowanie przebiegu procesu, tj. jego zmapowanie, tak aby maksymalnie skrócić lub wyeliminować drogę jaką muszą przebyć komponenty i wyroby gotowe. Tam gdzie jest to niemożliwe zaleca się by stworzyć strefy kanban, w których materiał jest magazynowany na potrzeby danego procesu.
Nadmierny ruch
Podobnie jak ma to miejsce w przypadku zbędnego transportu, nadmierny ruch będzie dotyczył dodatkowych czynności potrzebnych na wykonanie danej operacji. W tym przypadku odnosić się jednak będziemy w głównej mierze do nadmiernego ruchu ludzi lub maszyn.
Jak więc zatem należy sobie radzić by wyeliminować zbędny ruch? Nic prostszego jak zaprojektować stanowiska pracy lub też linie produkcyjne w sposób minimalizujący przemieszczanie się operatora lub maszyny pomiędzy kolejnymi operacjami. Wymagane więc będzie aby odpowiednie zaprojektowanie linii oraz samego stanowiska pracy. Przydatne w tym celu będzie wykorzystanie narzędzia jakim jest diagram spaghetti dzięki, któremu określimy ile czasu marnowane jest na dodatkowy, zbędny ruch. Dodatkowo standaryzacja pracy pozwoli określić w jakim stopniu oraz jakim zakresie pracownik powinien poruszać się na stanowisku pracy.
Kolejnym pomocnym narzędziem w temacie eliminacji nadmiernego ruchu będzie 5S dzięki, któremu będziesz w stanie przygotować stanowisko pracy, nie tylko w sposób ergonomiczny i bezpieczny ale również w sposób pozwalający na wyeliminowanie zbędnego ruchu w celu sięgnięcia po komponent czy narzędzie niezbędne do pracy.
Oczekiwanie
Na problem nadmiernego oczekiwania, musimy również spojrzeć w dwóch aspektach. Po pierwsze będziemy mówili o oczekiwaniu na dostępność materiału z magazynu lub od dostawcy. Po drugie na dostępność półwyrobów pomiędzy kolejnymi operacjami.
W pierwszym przypadku, znów cofamy się do właściwego planowania skracającego czas oczekiwania na komponenty dostarczane od dostawców lub z magazynu. Ponadto narzędziem istotnie wpływającym na skrócenie czasu będzie właściwie zaplanowany proces przezbrojeń (SMED) oraz skrócony proces transportu na dany obszar produkcyjny. Z pomocą oczywiście przyjdą nam również odpowiednio zaprojektowane strefy kanban zasilane przez procesy wspomagające.
W drugim przypadku będzie my natomiast mówili o odpowiednim zbalansowaniu linii, tj. o ustawieniu poszczególnych operacji w taki sposób aby czas potrzebny na wykonanie poszczególnych operacji na kolejnych stanowiskach był możliwie jak najbardziej równy. Innymi słowy będzie nam zależało by czas cyklu pomiędzy kolejnymi etapami procesu był porównywalnie zbliżony do siebie.
Wady / Błędy produkcyjne
Nic innego jak odpad generowany w trakcie trwania procesu produkcyjnego. Odpad, zarówno dotyczący komponentów jak również półwyrobów czy wyrobów gotowych.
Oczywiście narzędzi niezbędnych do analizowania i eliminacji wad jest wiele, również naprawy w oraz poza procesem, jednak musimy być ostrożni by nie wpaść z jednej pułapki w drugą poprzez generowanie straty w postaci nadmiernego przetwarzania.
Niewykorzystanie kapitału ludzkiego
Ostatni typ marnotrawstwa (Muda) pozostawiam na koniec tej listy. Nie oznacza to jednak, że jest to najmniej istotny czynnik. Jest to jednak relatywnie najmłodsze i najrzadziej przytaczane marnotrawstwo, które obserwowane jest w organizacjach od niedawna. Stąd też tak niewiele źródeł poświęconych tematyce Mudy czy ogólnie 3xM przytacza tę kwestię.
Z mojego jednak punktu widzenia jest to jednak równie istotny czynnik jak pozostałe wspomniane wyżej siedem przypadków. Brak odpowiedniego wykorzystania kapitału ludzkiego będzie prowadził do zniechęcenia pracowników do czynnego uczestnictwa w usprawnianiu procesów, zniechęceniu do wykonywanej pracy czy ostatecznie przyczyni się do odpływu wykwalifikowanej kadry.
Aby temu zapobiegać, istotne jest budowanie odpowiedniej kultury wewnątrz organizacji oraz dbanie o dobre relacje z pracownikami i środowisko pracy dopasowane do pracowników. Ponadto zachętą do czynnego uczestnictwa pracowników poprzez wdrożenie systemu sugestii lub budowanie kół jakości.
Mura
Kolejną z 3xM, czyli głównych kategorii będzie Mura. Czym jest Mura? To nic innego jak niewłaściwe zbalansowanie procesu w produkcji czy usługach.
Co to oznacza?
Wyobraźmy sobie sytuację, w której przedsiębiorstwo „X”, zaczyna zwiększać swój volumen produkcji, niezależnie od zapotrzebowania klientów na produkt, a jedynie na potrzeby osiągnięcia wyznaczonych celów produkcyjnych. W wyniku takich działań, powstaje zwiększona podaż, którą należy dostarczyć na rynek. W związku z tym, wymusza to niejako zwiększenie zamówień przez dział sprzedaży a w konsekwencji „sztuczne” zwiększenie wysyłek w ściśle określonej jednostce czasu. Wynikiem końcowym takich działań jest najczęściej dostarczanie dóbr z zagrożeniem wprowadzenia do obrotu wyrobów niezgodnych a w konsekwencji dostarczenie ich do klientów.
Innymi słowy system pull zostaje zamieniony na system push, a zwiększone moce produkcyjne i pośpiech w produkcji staje się efektem do braku przestrzegania standardów. Ostatecznie działania te prowadzą do ostatniego elementu 3xM jakim jest Muri, czyli do przeciążenia cyklu produkcji.
Muri
Ostatnią z głównych strat, 3xM w procesie, będącą efektem niewłaściwego planowania i zbalansowania procesów zachodzących w organizacji, będzie więc Muri.
Czym jest zatem Muri? To nic innego jak przeciążenie procesów a dokładnie wiąże się to z przeciążeniem pracowników, którzy poniekąd zmuszeni są do pracy;
- bez odpowiedniego przeszkolenia,
- bez przygotowanych standardów nieodpowiednich standardów pracy,
- bez dostępności właściwych narzędzi do pracy.
Efektem takich działań organizacji będzie do prowadzenie do sytuacji, w której pracownicy będą pracowali mniej wydajnie, jak również z ryzykiem wytworzenia wadliwych produktów usług niedopasowanych do potrzeb klienta.
Jak przeciwdziałać powstaniu 3xM
W zależności od potrzeb danej organizacji oraz rodzaju zidentyfikowanych strat w procesach, należy stosować narzędzia i techniki doskonalenia procesów, o których częściowo już wspominałem wyżej w sposobie radzenia sobie z Muda.
Dla przypomnienia, kluczowymi narzędziami / technikami będą zarówno, 5S, SMED, diagram spaghetti, standaryzacja pracy czy TPM. Oczywiście kluczowym jest to by każde rozwiązanie, czy też działania mające na celu eliminację 3xM prowadzić zgodnie z cyklem PDCA. Nie jest wskazane, by eliminować straty na zasadach hura optymizmu, a w zamian za to poprzez ustrukturyzowane planowanie i wdrażanie rozwiązań eliminujące pojawiające się w procesach problemy.
Podsumowanie
Dzięki temu artykułowi, dowiedziałeś się lub przypomniałeś sobie jakie są główne straty pojawiające się w procesach. Wiesz już, że obecnie identyfikowanych jest 8 marnotrawstw a nie 7 jak to miało miejsce dotychczas.
Wiesz także, że Muda to nie wszystko złe co może Cię spotkać w procesach. Teraz oprócz Muda, możesz zidentyfikować pojawiające się Mura oraz Muri.
Dzięki temu wpisowi dowiedziałeś się również jak jak identyfikować i przeciwdziałać pojawiającym się stratom. Więc do dzieła. Idź do swojego Gemba i zacznij działać z Genjitsu 🙂